Tensile Test
Teste de Tração
The tensile test is a engineering test wich is used to characterize materials according to their tensile strength, for the most diverse applications.
Teste de tração é um teste de engenharia usado para caracterizar materiais de acordo com sua resistência ultima à tração, esses dados são requeridos nas mais diversas aplicações de engenharia.
sexta-feira, 7 de dezembro de 2018
Tensile Test and Quality Analysis
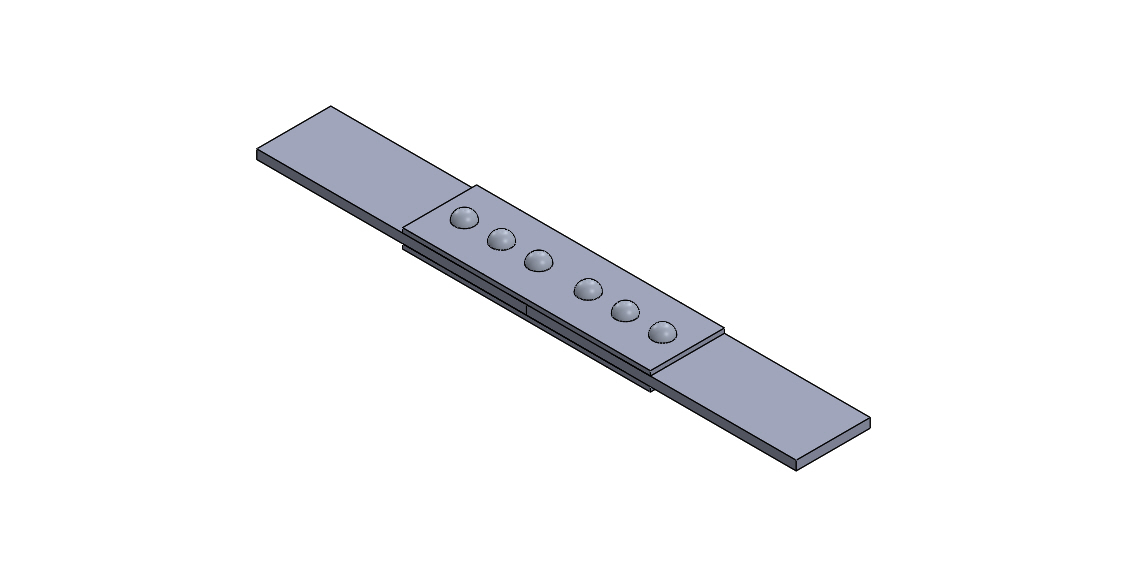
Yesterday (07/12/2018) we performed the tensile test of our riveted joint. This test was a final analysis of our design, in a joint designed and manufactured by the test team that withstood a 40kN draw request. Unfortunately, it is by no means reached the mark of 33.5kN, given the mismatches and problems during the drafting of the project and was an excellent brand. By voting qualitatively the result of the project we consider very satisfactory. The sizing of the covers was quite accurate and the rest of the differences between the design project and the rivet did not meet the needs. In this way, comparing the design data and the made covers and splints we have: Spacing between the promoted plates: 0.00 mm Spacing between made sheets: 2.40 mm Free length for guarded claw: 100.00 mm Free length 1 (real) for the claw: 100.00 mm Free length 2 (real) for the claw: 98.35 mm Sum of the thicknesses of the covers equal to that projected, with a value of ½ '' The best, most recent concentrations and accuracy in diameter diameter are sometimes their punctured concentrates for the future pierce them in the spinal drill.
Teste de Tração e Análise de Qualidade
Ontem (07/12/2018) realizamos o teste de tração da nossa junta rebitada. Esse teste foi a analise final do nosso projeto, nele a junta projetada e fabricada pela equipe teria que resistir a uma solicitação de 40kN sobre tração. Infelizmente não atingimos o objetivo, entretanto atingimos a marca de 33,5kN, que considerando os desencontros e problemas durante a elaboração do projeto e foi uma marca excelente.
Ao analisar qualitativamente o resultado do projeto consideramos muito satisfatório. O dimensionamento das chapas foram bastante precisos e apesar das diferenças entre projeto execução o rebite atendeu às necessidades.
Desta forma, fazendo um comparativo dos dados de projeto e os das chapas e talas confeccionadas temos:
- Espaçamento entre as chapas projetado: 0,00 mm
Espaçamento entre as chapas confeccionadas: 2,40 mm - Comprimento livre para a garra projetado: 100,00 mm
Comprimento livre 1 (real) para a garra: 100,00 mm
Comprimento livre 2 (real) para a garra: 98,35 mm
- Somatório das espessuras das chapas igual ao projetado, com o valor de ½’’
Ademais, os furos realizados houveram ótima concentricidade e precisão na dimensão do diâmetro, por terem previamente seus centros marcados por punção para posteriormente furá-los na furadeira de coluna.
Imagem: Junta Rebitada

Fonte Própria
Imagem: Junta Rebitada

Fonte: Prórpia
quinta-feira, 6 de dezembro de 2018
Forging - Verbete 7
Forging
Forjamento
Forging is the process of deforming metal into a predetermined shape using certain tools and equipment—deformation is accomplished using hot, cold, or even warm forging processes. Ultimately, the manufacturer will look at a number of criteria before choosing which type of forging is best for a particular application.
O forjamento é o processo de deformação do metal em uma forma predeterminada usando certas ferramentas e equipamentos - a deformação é realizada usando processos de forjamento a quente, frio ou até mesmo quentes. Por fim, o fabricante analisará vários critérios antes de escolher qual tipo de forjamento é melhor para um aplicativo específico.
Forjamento
Forging is the process of deforming metal into a predetermined shape using certain tools and equipment—deformation is accomplished using hot, cold, or even warm forging processes. Ultimately, the manufacturer will look at a number of criteria before choosing which type of forging is best for a particular application.
O forjamento é o processo de deformação do metal em uma forma predeterminada usando certas ferramentas e equipamentos - a deformação é realizada usando processos de forjamento a quente, frio ou até mesmo quentes. Por fim, o fabricante analisará vários critérios antes de escolher qual tipo de forjamento é melhor para um aplicativo específico.
 |
| Figure: Hot Forging of Rivet into a joint. Source: ballardforge |
Casting - Verbete 6
Casting
Fundição
"A casting is an object or piece of machinery which has been made by pouring a liquid such as hot metal into a container, so that when it hardens it has the required shape." (COLLINS).
Casting materials are usually metals and is most often used for making complex shapes that would be otherwise difficult or uneconomical to make by other methods.
Casting was used in this project in order to cast rivets for the manufacturing of the riveted joints.
"A fundição é um objeto ou peça de maquinaria que foi feita derramando um líquido como o metal quente em um recipiente, de modo que quando ele endurece tem a forma necessária." (COLLINS) Os materiais de fundição são geralmente metais e são mais frequentemente usados para fazer formas complexas que seriam, por outro lado, difíceis ou antieconômicas, por outros métodos. A fundição foi usada neste projeto para fazer rebites para a fabricação das juntas rebitadas.
"A casting is an object or piece of machinery which has been made by pouring a liquid such as hot metal into a container, so that when it hardens it has the required shape." (COLLINS).
Casting materials are usually metals and is most often used for making complex shapes that would be otherwise difficult or uneconomical to make by other methods.
Casting was used in this project in order to cast rivets for the manufacturing of the riveted joints.
"A fundição é um objeto ou peça de maquinaria que foi feita derramando um líquido como o metal quente em um recipiente, de modo que quando ele endurece tem a forma necessária." (COLLINS) Os materiais de fundição são geralmente metais e são mais frequentemente usados para fazer formas complexas que seriam, por outro lado, difíceis ou antieconômicas, por outros métodos. A fundição foi usada neste projeto para fazer rebites para a fabricação das juntas rebitadas.
 |
| Figure: Aluminum Casting of Rivets made by our team. Source: Own |
Shear - Verbete 5
Shear
Cisalhamento
Shear is a directional word referring to forces or stresses. A shear force goes parallel to the surface of an object or material.
Shear stress can happen between two objects or within the same object. A shear stress between two objects occurs when a force pulls the object along the same plane as the face of the object abutting another object that is being pulled in the opposite direction. A shear stress within an object will occur when a force parallel to the plane causes one plane of the material to want to slip against another, thus deforming the material.
Shearing stresses are commonly found in rivets, pins and bolts. If the plates, which are connected by a rivet as shown in the following figure, are subjected to tension forces, shear stresses will develop in the rivet.
Cisalhamento é uma palavra direcional que se refere a forças ou tensões. Uma força de cisalhamento é paralela à superfície de um objeto ou material.
A tensão de cisalhamento pode acontecer entre dois objetos ou dentro do mesmo objeto. Uma tensão de cisalhamento entre dois objetos ocorre quando uma força puxa o objeto, ao longo do mesmo plano da face do objeto adjacente a outro objeto, que está sendo puxado na direção oposta. Uma tensão de cisalhamento dentro de um objeto ocorrerá quando uma força paralela ao plano fizer com que um plano do material deseje deslizar contra outro, deformando o material.
Tensões de cisalhamento são comumente encontradas em rebites, pinos e parafusos. Se as placas, que são conectadas por um rebite, como mostrado na figura a seguir, estão sujeitas a forças de tensão, as tensões de cisalhamento irão se desenvolver no rebite.
Shearing stresses are commonly found in rivets, pins and bolts. If the plates, which are connected by a rivet as shown in the following figure, are subjected to tension forces, shear stresses will develop in the rivet.
Cisalhamento é uma palavra direcional que se refere a forças ou tensões. Uma força de cisalhamento é paralela à superfície de um objeto ou material.
A tensão de cisalhamento pode acontecer entre dois objetos ou dentro do mesmo objeto. Uma tensão de cisalhamento entre dois objetos ocorre quando uma força puxa o objeto, ao longo do mesmo plano da face do objeto adjacente a outro objeto, que está sendo puxado na direção oposta. Uma tensão de cisalhamento dentro de um objeto ocorrerá quando uma força paralela ao plano fizer com que um plano do material deseje deslizar contra outro, deformando o material.
Tensões de cisalhamento são comumente encontradas em rebites, pinos e parafusos. Se as placas, que são conectadas por um rebite, como mostrado na figura a seguir, estão sujeitas a forças de tensão, as tensões de cisalhamento irão se desenvolver no rebite.
 |
| Source: lookaroundaviation |
Tipos de Rebite
Existem diversos tipos de rebite com diferentes formas e proporções, a depender da função a ser empregada. O quadro a seguir, demonstra tipos de rebites em função do formato da cabeça e em quais situações geralmente é empregado.
De acordo com o emprego associado, o formato da cabeça escolhido pela equipe foi o de Cabeça Cilíndrica, pois é utilizado nas uniões de chapas com espessura de até 7 mm e as chapas escolhidas pela equipe, apresentam espessura de 3,18 mm e 6,35 mm, atendendo as necessidades do projeto.
 |
| Quadro 1: Tipos de Rebite. |
quarta-feira, 5 de dezembro de 2018
sábado, 10 de novembro de 2018
Ensaio de tração
Assim como qualquer outro tipo de ensaio mecânico, o teste de tração tem como objetivo verificar se os materiais testados apresentarão as propriedades desejadas, os tornando adequado para um uso específico ou não.
Neste caso, o corpo de prova é tracionado e se deforma até fraturar, medindo o valor da força e do alongamento em casa instante, traçando o gráfico Tensão x Deformação. Com o resultado pode-se conseguir dados como a resistência à tração e módulo de elasticidade.
Como mostrado anteriormente, a equipe realizou a fundição para a fabricação do corpo de prova com nosso alumínio reciclado, para que conseguir a caracterização do nosso material a ser utilizado no rebite. Entretanto, primeiramente houve uma indisponibilidade da máquina do laboratório de ensaios mecânicos do SENAI CIMATEC, posteriormente quando houve a tentativa, o corpo de prova estava deslizando nas garras. Assim, não foi possível realizar nosso teste a tempo de dar andamento no projeto.

Neste caso, o corpo de prova é tracionado e se deforma até fraturar, medindo o valor da força e do alongamento em casa instante, traçando o gráfico Tensão x Deformação. Com o resultado pode-se conseguir dados como a resistência à tração e módulo de elasticidade.
Como mostrado anteriormente, a equipe realizou a fundição para a fabricação do corpo de prova com nosso alumínio reciclado, para que conseguir a caracterização do nosso material a ser utilizado no rebite. Entretanto, primeiramente houve uma indisponibilidade da máquina do laboratório de ensaios mecânicos do SENAI CIMATEC, posteriormente quando houve a tentativa, o corpo de prova estava deslizando nas garras. Assim, não foi possível realizar nosso teste a tempo de dar andamento no projeto.

Fonte: gersonluz.com
Specimen - Verbete 4
Specimen
Corpo de Prova
The specimen is a way of displaying the predetermined shapes and dimensions to perform tests that aim at reflection on the various properties of the material used, such as flow limit, if it is, trend graph and etc ...
Corpo de prova é uma peça criada como formatos e dimensões pre determinadas para realização de testes que visam saber sobre diversas propriedades do material utilizado, tais como limite de escoamento, caso ele escoe, gráfico de tensões e etc...
The specimen is a way of displaying the predetermined shapes and dimensions to perform tests that aim at reflection on the various properties of the material used, such as flow limit, if it is, trend graph and etc ...
Corpo de prova é uma peça criada como formatos e dimensões pre determinadas para realização de testes que visam saber sobre diversas propriedades do material utilizado, tais como limite de escoamento, caso ele escoe, gráfico de tensões e etc...
 |
| Figure: Specimen casted by our own team. Source: Own |
Mechanical design and rivet arrangement
Considering all the calculations made for our riveted joint and project edict, which provides some limitations in the design, we developed the joint design in SolidWorks.


Through the calculations, we arrive at a commercial value of plate thickness of 1/4 in.


In addition, for the rivets, we reach a commercial value, in which we will find a drill sold commercially to realize the holes that will contain the rivets, with a diameter of 8.5mm.


To reach these measures we consider the arrangement of three rivets per sheet, one per section. We use this arrangement considering the most feasible safety factor to the project and to follow the specification of the project edict in which the maximum joint width should be 2 in. When we suppose to consider triangular storage, the width exceeded the established limit being thus disregarded.


Through the calculations, we arrive at a commercial value of plate thickness of 1/4 in.


In addition, for the rivets, we reach a commercial value, in which we will find a drill sold commercially to realize the holes that will contain the rivets, with a diameter of 8.5mm.


To reach these measures we consider the arrangement of three rivets per sheet, one per section. We use this arrangement considering the most feasible safety factor to the project and to follow the specification of the project edict in which the maximum joint width should be 2 in. When we suppose to consider triangular storage, the width exceeded the established limit being thus disregarded.
Desenho mecânico e disposição dos rebites
Considerando todos os cálculos feitos para a nossa junta rebitada e o edital do projeto, que prevê algumas limitações no projeto, desenvolvemos o desenho da junta em SolidWorks.


Através dos cálculos, chegamos a um valor comercial de espessura de chapa de 1/4 in.


Além disso, para os rebites, chegamos a um valor comercial, no qual encontraremos uma broca vendida comercialmente para realizar os furos que irão conter os rebites, de diâmetro do corpo de 8,5mm.


Para chegar a essas medidas consideramos a arrumação de três rebites por chapa, um por secção. Utilizamos essa arrumação considerando o fator de segurança mais viável ao projeto alem de seguir com a especificação do edital do projeto no qual a largura máxima da junta deve ser de 2 in. Quando supomos considerar a arrumação triangular, a largura ultrapassava o limite estabelecido sendo assim desconsiderada.

Através dos cálculos, chegamos a um valor comercial de espessura de chapa de 1/4 in.


Além disso, para os rebites, chegamos a um valor comercial, no qual encontraremos uma broca vendida comercialmente para realizar os furos que irão conter os rebites, de diâmetro do corpo de 8,5mm.


Para chegar a essas medidas consideramos a arrumação de três rebites por chapa, um por secção. Utilizamos essa arrumação considerando o fator de segurança mais viável ao projeto alem de seguir com a especificação do edital do projeto no qual a largura máxima da junta deve ser de 2 in. Quando supomos considerar a arrumação triangular, a largura ultrapassava o limite estabelecido sendo assim desconsiderada.
sábado, 27 de outubro de 2018
Calculation Memorial for Failures at Riveted Joints
Failures Related to Riveted Joints:
According to Collins (2006), in the analysis of riveted joints and connections, it is generally assumed that the flexion and the traction on the rivets can be neglected, that the friction between the parts does not contribute to the transfer of force through the union, and that the stresses may be neglected. It is considered that the shear on the rivets is uniform and equally divided between the rivets. Thus, the critical points can be identified as: traction failure of the net cross section between two rivets, cross-section shear of the rivet, compressive support failure between the rivet and the plate, tearing of the plate at an edge, tearing of the plate across a row of rivets.
The failures considered for the rivet in question are caused by double shear stresses and crushing.
Double shear:
The fault identified by the team as the most critical was double shear, and it is for which the rivet design is being performed.
For shear rivets, the shear stress is given by the equation shown in Figure 1.
Crush Stress: The fault caused by crushing stress is nothing more than the contact pressure between the rivet and the plate, and is given by the equation shown in figure 2.



According to Collins (2006), in the analysis of riveted joints and connections, it is generally assumed that the flexion and the traction on the rivets can be neglected, that the friction between the parts does not contribute to the transfer of force through the union, and that the stresses may be neglected. It is considered that the shear on the rivets is uniform and equally divided between the rivets. Thus, the critical points can be identified as: traction failure of the net cross section between two rivets, cross-section shear of the rivet, compressive support failure between the rivet and the plate, tearing of the plate at an edge, tearing of the plate across a row of rivets.
The failures considered for the rivet in question are caused by double shear stresses and crushing.
Double shear:
The fault identified by the team as the most critical was double shear, and it is for which the rivet design is being performed.
For shear rivets, the shear stress is given by the equation shown in Figure 1.
 |
| Fig 1. Shear stress equation. |
 |
| Fig 2. Crush stress equation. |
The failures considered for the sheet in question are those of axial traction, compression caused by the rivet and edge restraint caused by the rivet.
Axial Traction:
Considered by the team as the most critical fault for the plate, in the project in question, axial traction failure can be calculated by the following equation:

Where: 𝑏 = Plate width (mm), 𝐷ℎ = Hole diameter (mm), 𝐹𝑠 = Total shear load (N), 𝑁𝑟 = Number of rivets supporting load, 𝑡 = Plate thickness (mm), σ𝑡 = Tractive Stress (N / mm2);
Compression Caused by Rivet:
The compression caused by the rivet is in reality the compressive support failure, and the compressive support stress can be calculated from the equation:

Where: 𝐷𝑟 = Diameter of the rivet (mm), 𝐹𝑠 = Total shear load (N), 𝑁𝑟 = Number of rivets supporting the load, 𝑡 = Plate thickness (mm), σ𝑐 = Compressive support stress (N / mm2);
Tearing of the Plate at an Edge:
For the edge tear failure, the tearing tractive stress of the edge is demonstrated in the following equation:

Where: 𝑑𝑒 = Diameter of the hole to be riveted (mm), 𝐹𝑠 = Total shear load (N), 𝑁𝑟 = Number of rivets supporting the load, 𝑝 = Spacing between holes (mm), 𝑡 = Plate thickness (mm) , σ𝑒 = shear stress (N / mm2);
Memorial de Cálculo para Falhas em Juntas Rebitadas
Falhas Relacionadas à junta rebitada:
Segundo Collins (2006), na análise de uniões e conexões rebitadas, é normalmente suposto que a flexão e a tração nos rebites possa ser desprezada, que a fricção entre as peças não contribua para a transferência de força através da união, e que as tensões residuais possam ser desprezadas. É considerado que o cisalhamento nos rebites seja uniforme e igualmente dividido entre os rebites. Sendo assim os pontos críticos podem ser identificados como: falha em tração da seção transversal líquida entre dois rebites, cisalhamento da seção transversal do rebite, falha de apoio compressivo entre o rebite e a chapa, cisalhamento da borda no furo do rebite, rasgamento da borda no furo do rebite.
As falhas consideradas para o rebite em questão, são causadas por tensões de cisalhamento duplo e esmagamento.
Cisalhamento Duplo:
A falha identificada pela equipe como a mais critica, foi a de cisalhamento duplo, e é para qual o dimensionamento do rebite está sendo realizado.
Para rebites em cisalhamento, a tensão de cisalhamento é dada pela equação mostrada na figura 1.
Tensão de Esmagamento: A falha ocasionada por tensão de esmagamento, nada mais é que a pressão de contato entre o rebite e a chapa, e é dada pela equação mostrada na figura 2.
As falhas consideradas para a chapa em questão, são as de tração axial, compressão causada pelo rebite e resgamento de borda causado pelo rebite.
Tração Axial:
Considerada pela equipe como a falha mais critica para a chapa, no projeto em questão, a falha por tração axial pode ser calculada pela seguinte relação:
Onde: 𝑏 = Largura da chapa (mm), 𝐷ℎ = Diâmetro do furo (mm), 𝐹𝑠 = Carga total cisalhante (N), 𝑁𝑟 = Número de rebites suportando a carga, 𝑡 = Espessura da chapa (mm), 𝜎𝑡 = Tensão trativa (N/mm2 );
Compressão Causada Pelo Rebite:
A compressão causada pelo rebite é, na realidade, a falha de apoio compressivo, e a tensão de apoio compressivo pode ser calculada a partir da equação:
Onde: 𝐷𝑟 = Diâmetro do rebite (mm), 𝐹𝑠 = Carga total cisalhante (N), 𝑁𝑟 = Número de rebites suportando a carga, 𝑡 = Espessura da chapa (mm), 𝜎𝑐= Tensão de apoio compressivo (N/mm2 );
Rasgamento de Borda Causado Pelo Rebite:
Para a falha por rasgamento de borda, a tensão trativa de rasgamento da borda é demonstrada na seguinte equação:
Onde: 𝑑𝑒 = Diâmetro do furo a ser rebitado (mm), 𝐹𝑠 = Carga total cisalhante (N), 𝑁𝑟 = Número de rebites suportando a carga, 𝑝 = Espaçamento entre os furos (mm), 𝑡 = Espessura da chapa (mm), 𝜎𝑒 = Tensão de cisalhamento (N/mm2 );
Segundo Collins (2006), na análise de uniões e conexões rebitadas, é normalmente suposto que a flexão e a tração nos rebites possa ser desprezada, que a fricção entre as peças não contribua para a transferência de força através da união, e que as tensões residuais possam ser desprezadas. É considerado que o cisalhamento nos rebites seja uniforme e igualmente dividido entre os rebites. Sendo assim os pontos críticos podem ser identificados como: falha em tração da seção transversal líquida entre dois rebites, cisalhamento da seção transversal do rebite, falha de apoio compressivo entre o rebite e a chapa, cisalhamento da borda no furo do rebite, rasgamento da borda no furo do rebite.
As falhas consideradas para o rebite em questão, são causadas por tensões de cisalhamento duplo e esmagamento.
Cisalhamento Duplo:
A falha identificada pela equipe como a mais critica, foi a de cisalhamento duplo, e é para qual o dimensionamento do rebite está sendo realizado.
Para rebites em cisalhamento, a tensão de cisalhamento é dada pela equação mostrada na figura 1.
|
| Fig 1. Equação da tensão de cisalhamento. |
Tensão de Esmagamento: A falha ocasionada por tensão de esmagamento, nada mais é que a pressão de contato entre o rebite e a chapa, e é dada pela equação mostrada na figura 2.
|
| Fig 2. Equação da tensão de esmagamento. |
As falhas consideradas para a chapa em questão, são as de tração axial, compressão causada pelo rebite e resgamento de borda causado pelo rebite.
Tração Axial:
Considerada pela equipe como a falha mais critica para a chapa, no projeto em questão, a falha por tração axial pode ser calculada pela seguinte relação:
Onde: 𝑏 = Largura da chapa (mm), 𝐷ℎ = Diâmetro do furo (mm), 𝐹𝑠 = Carga total cisalhante (N), 𝑁𝑟 = Número de rebites suportando a carga, 𝑡 = Espessura da chapa (mm), 𝜎𝑡 = Tensão trativa (N/mm2 );
Compressão Causada Pelo Rebite:
A compressão causada pelo rebite é, na realidade, a falha de apoio compressivo, e a tensão de apoio compressivo pode ser calculada a partir da equação:
Onde: 𝐷𝑟 = Diâmetro do rebite (mm), 𝐹𝑠 = Carga total cisalhante (N), 𝑁𝑟 = Número de rebites suportando a carga, 𝑡 = Espessura da chapa (mm), 𝜎𝑐= Tensão de apoio compressivo (N/mm2 );
Rasgamento de Borda Causado Pelo Rebite:
Para a falha por rasgamento de borda, a tensão trativa de rasgamento da borda é demonstrada na seguinte equação:
Onde: 𝑑𝑒 = Diâmetro do furo a ser rebitado (mm), 𝐹𝑠 = Carga total cisalhante (N), 𝑁𝑟 = Número de rebites suportando a carga, 𝑝 = Espaçamento entre os furos (mm), 𝑡 = Espessura da chapa (mm), 𝜎𝑒 = Tensão de cisalhamento (N/mm2 );
Shell Molding - Verbete 3
Shell Molding
Moldagem em Casca
Shell Molding is a casting process that allows the manufacturing of small and medium parts, that require high precision. In sand casting, molten metal is poured into an expendable mold, while in shell mold casting, the mold is a thin-walled shell made from applying a resin covered sand where the molten metal will be poured. Comparing to sand casting, the shell molding process has a better dimensional accuracy, a higher productivity rate, and lower labor requirements.
A Shell Moulding é um processo de fundição que permite a fabricação de peças pequenas e médias, que exigem alta precisão. Em fundição em areia, o metal derretido é despejado em um molde descartável, enquanto na fundição de molde de concha, o molde é um invólucro de parede fina feito da aplicação de uma areia coberta de resina onde o metal derretido será derramado. Em comparação com a fundição em areia, o processo de moldagem por concha tem uma melhor precisão dimensional, uma maior taxa de produtividade e menores exigências de mão-de-obra.
A Shell Moulding é um processo de fundição que permite a fabricação de peças pequenas e médias, que exigem alta precisão. Em fundição em areia, o metal derretido é despejado em um molde descartável, enquanto na fundição de molde de concha, o molde é um invólucro de parede fina feito da aplicação de uma areia coberta de resina onde o metal derretido será derramado. Em comparação com a fundição em areia, o processo de moldagem por concha tem uma melhor precisão dimensional, uma maior taxa de produtividade e menores exigências de mão-de-obra.
 |
| Figure 1: Steps for the Shell Molding process. Source: engeneeringinsider. |
Casting of Specimen
After studies and definitions for the construction of the specimen during the week, Rivetto Engineering decided to start making the mould through the process of casting in green sand. The process in green sand was selected for bringing advantages to our manufacture, such as, low manufacturing cost, lower possibility of cracking and good dimensional stability. We used the literature mechanical technology, by the author Vicente Chiaverini, written in the year 1986, so that the proportions of sand, clay and water were correct.Our team started mixing the materials and compacted the sand where the mold would be made together with the insertion of the mold, figure 1, besides placing the emptiness of the riser and the pouring channel of the cast aluminum, figure 2.





Figure 1: Compaction of the green sand.

Source: Own
Figure 2: Mould with empty for riser and pouring canal

Source: Own
Then the team started the casting of aluminum, figure 3, and waited for it to melt. Furthermore, the aluminum was shedded in the mold made by the Coordinator Guilherme Souza, as stated in Video1. Finally, with the specimen ready, Figure 4, the team initiated the process of removing the burr to be able to takeit to the traction test.
Figure 3: Foundry of aluminum

Source: Own
Figure 4: Cast-specimen

Source: Own
Video 1: Sand cast aluminum pouring
Source: Own
Rivetto Engineering repeated this procedure two more times and continues its project waiting for traction tests to get results and be able to move forward.
References:
Chiaverini, V. Mechanical technology. Manufacturing processesand treatments. Volume II. Publisher Makron Books. 1986.
Chiaverini, V. Mechanical technology. Manufacturing processesand treatments. Volume II. Publisher Makron Books. 1986.
Assinar:
Comentários (Atom)